If you’ve ever used a glue gun you know the importance of applying just the right amount of force to the glue stick — too much and the glue comes out too cold or starts to ooze out of the back; too little and the glue overheats and loses its binding properties. As you can see, there is a very subtle balance of force and heat that determines the efficacy of your last line of glue. Much like the old English tale ‘Goldilocks and the three bears’ — finding the correct balance of temperature requires some trial and error.
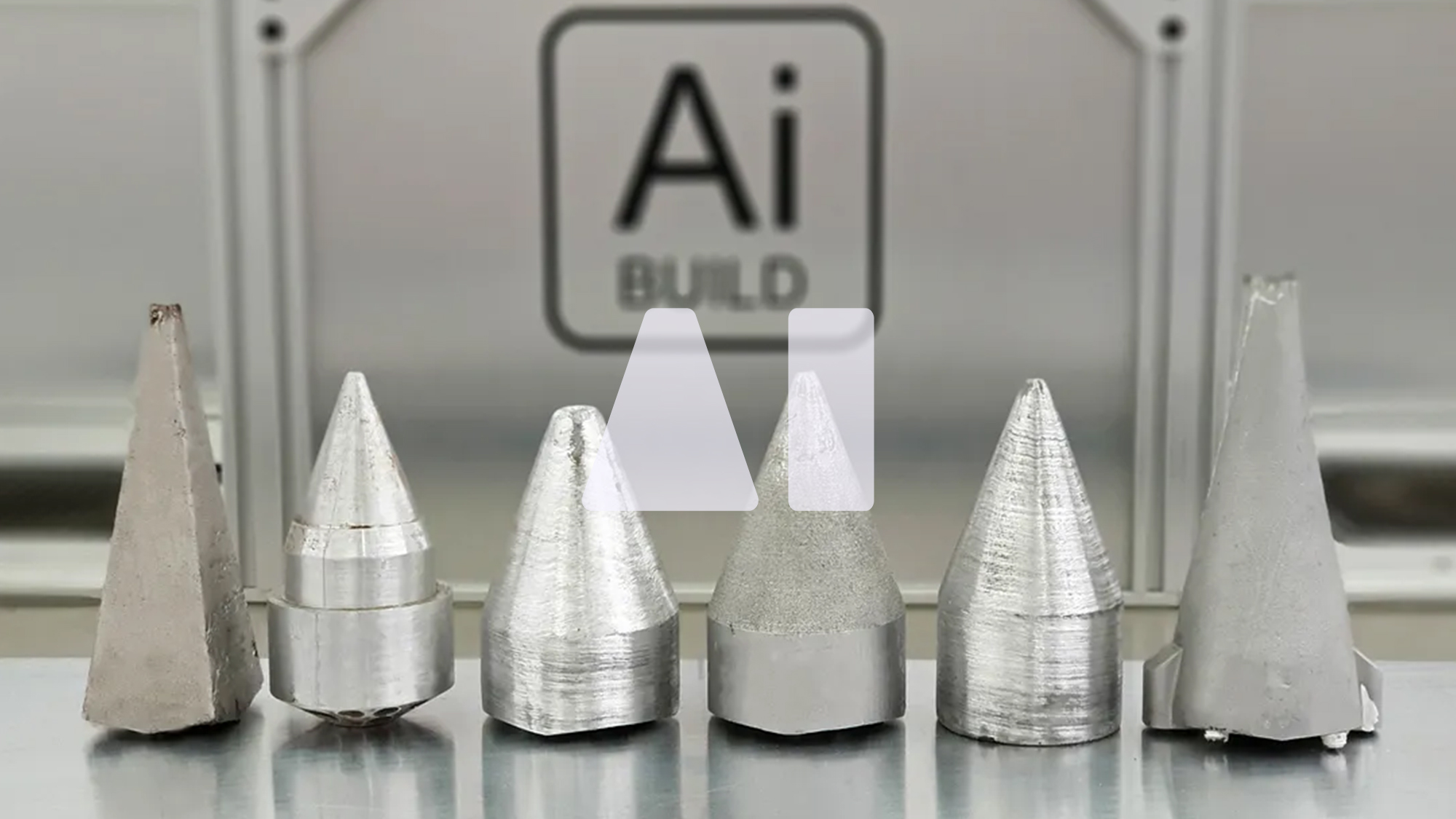
Extrusion-based 3D printers work on the same principle and suffer from the same problems. However, a fully autonomous 3D printer does not have the luxury of trial and error — the balance of force and temperature must be precisely achieved first time for a range of materials, environmental conditions and speeds.