ZETTAS - Zero Expansion Thermoplastic Tools at Scale
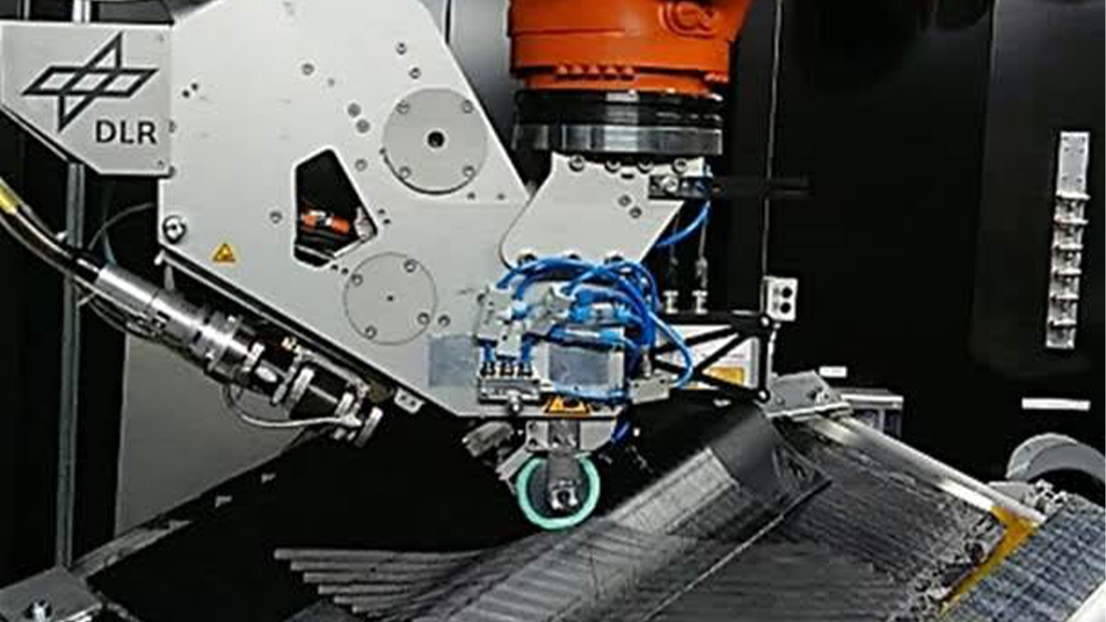
Large Format Additive Manufacturing is becoming widely used for composite tooling applications across many industry verticals. It offers huge benefits in terms of both cost and lead time, thanks to the inherent benefits of additive manufacturing (automated digital manufacturing process and simplified supply chain).
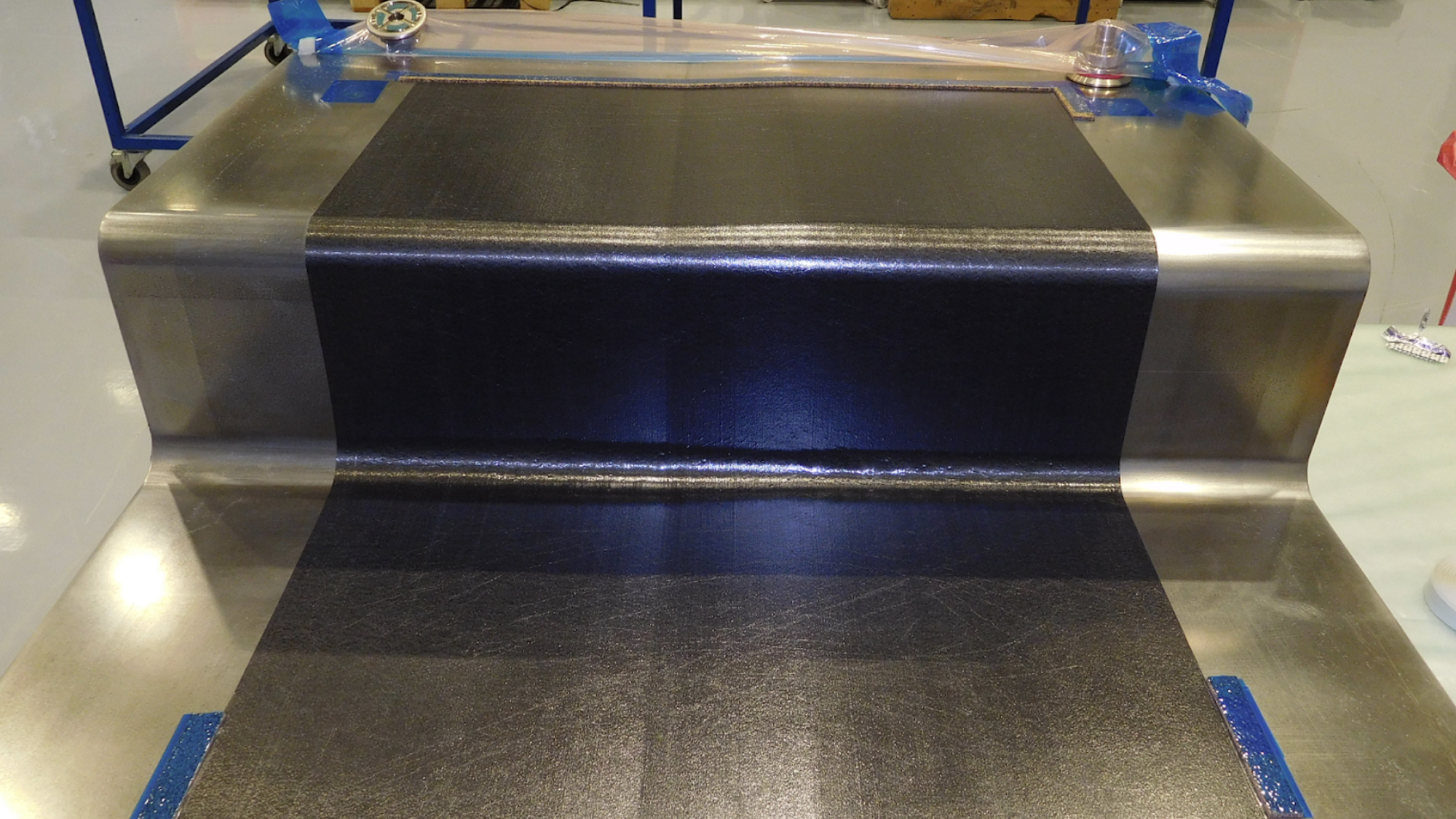
Aerospace, however, has been one vertical where the use of LFAM for composite tooling has been extremely slow in uptake. The primary reason for this stems from the fact that composite structures in aerospace are typically cured in a heated oven or autoclave up to 210℃, which is needed to impart superior mechanical properties to the end parts. Any mould tool that is used in one of these ovens must remain as dimensionally stable as possible across the temperature range, and any deviation that will occur needs to be modelled in with an expansion factor to ensure the end part is dimensionally correct when the cure temperature is reached. This requirement has proved to be a blocker for LFAM in this segment primarily because the coefficient of thermal expansion (CTE) of printed thermoplastic materials varies wildly depending on the orientation of deposition, making modelling in an expansion factor to a tool near impossible. For fibre-filled printed parts, CTE in the X-X direction can be as low as 3 µm/(m⋅K), while CTE in the X-Y and X-Z directions can be as high as 70 µm/(m⋅K), and modelling the 3-dimensional interactions of these CTE values is a highly complex problem that is yet to be solved.
Our NATEP project ZETTAS looked to solve this problem by simplifying it. Instead of attempting to model the complex 3-dimensional interactions, we sought to ensure the CTE is equal (isotropic) in the relevant directions on the critical moulding surface of an aerospace composite mould tool, meaning a simple, known, expansion factor can be applied to the printed mould tool, as with conventional mould tools.