Image-source: DLR
Industry: Aerospace
DLR Team: Dustin Gesang, Research Engineer, Georg Doll, Engineer (M.Sc.) for Material- and Technology Developments of CFRP
Image-source: DLR
Industry: Aerospace
DLR Team: Dustin Gesang, Research Engineer, Georg Doll, Engineer (M.Sc.) for Material- and Technology Developments of CFRP
Additive manufacturing (AM) has found more applications in industrial processes in recent years. Using high-performance thermoplastics like polyether ether ketone (PEEK) enables the manufacturing of load bearing structures while being able to design complex geometries which would not be manufacturable using traditional technologies. However, 3D printed structures alone can not be used to manufacture primary structures for use in aerospace applications since their mechanical properties are still below, e.g., injection moulded parts.
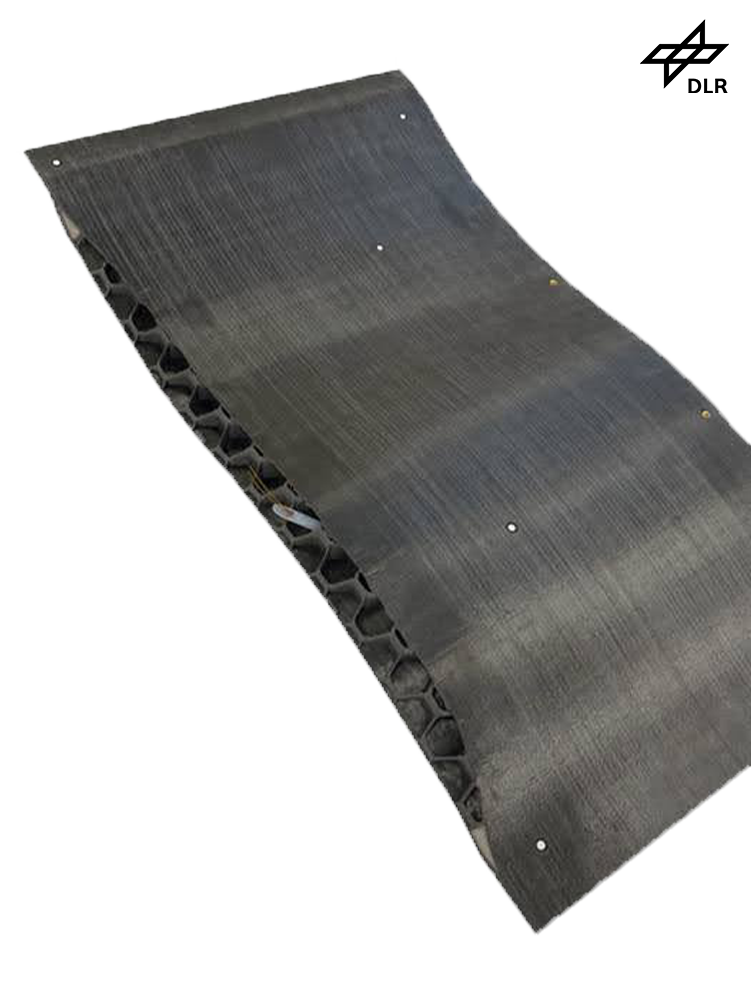
The in-situ bonding of 3D printed PEEK on thermoplastic laminates is one approach to overcome those limitations. The combination of automated fibre placement (AFP) and fused granular fabrication (FGF) allows a high-performance structure and the use of complex geometries. When manufacturing complex structures, such as curved sandwich panels, the manufacturing of a tooling in which the part can be laminated, significantly increases the over-all cost of a part.
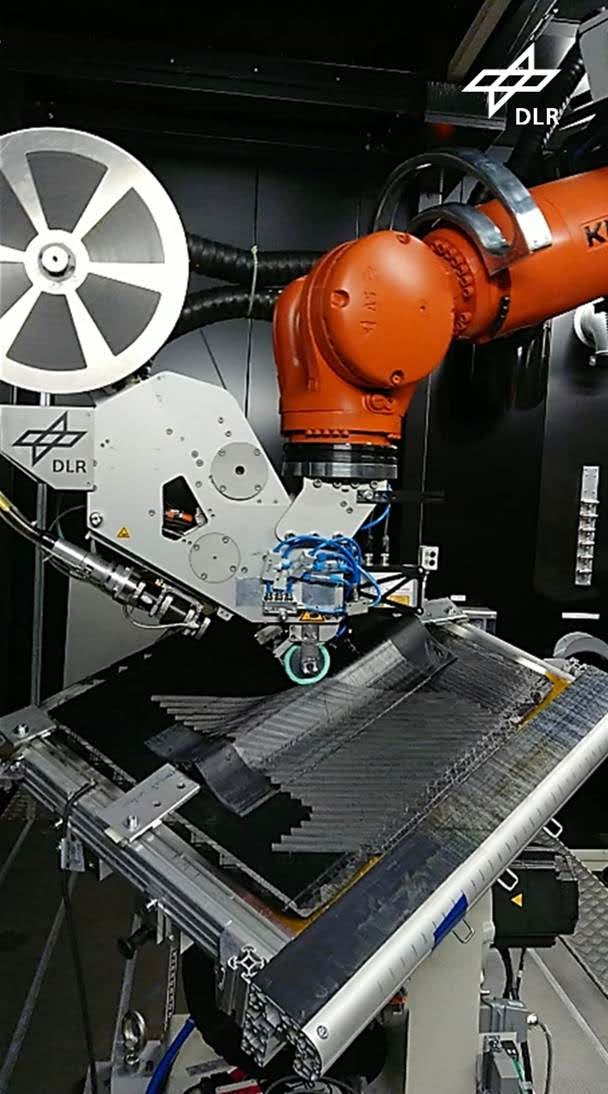
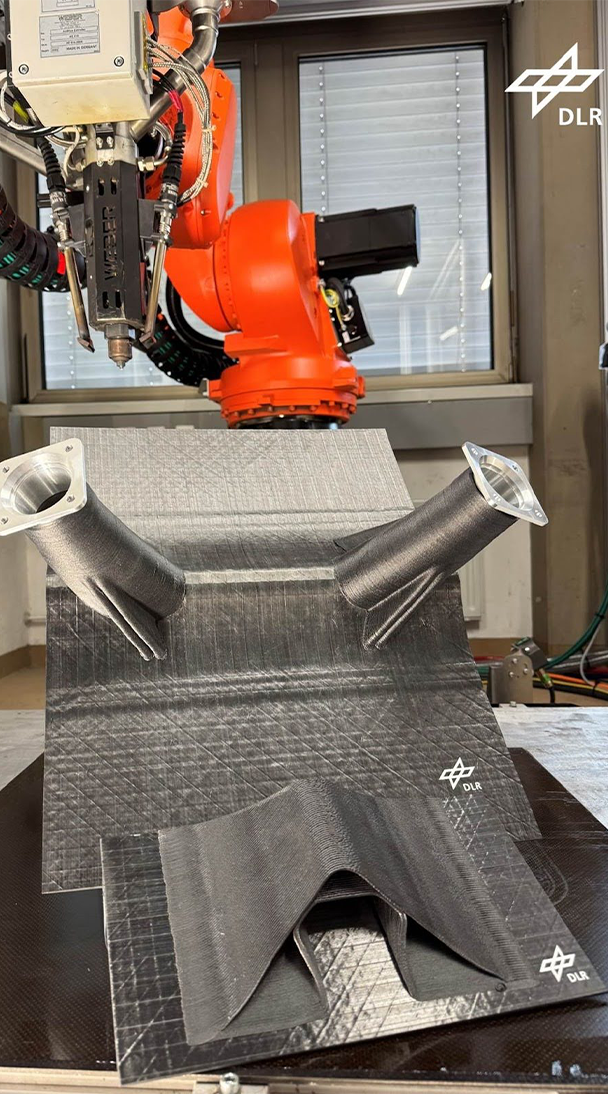
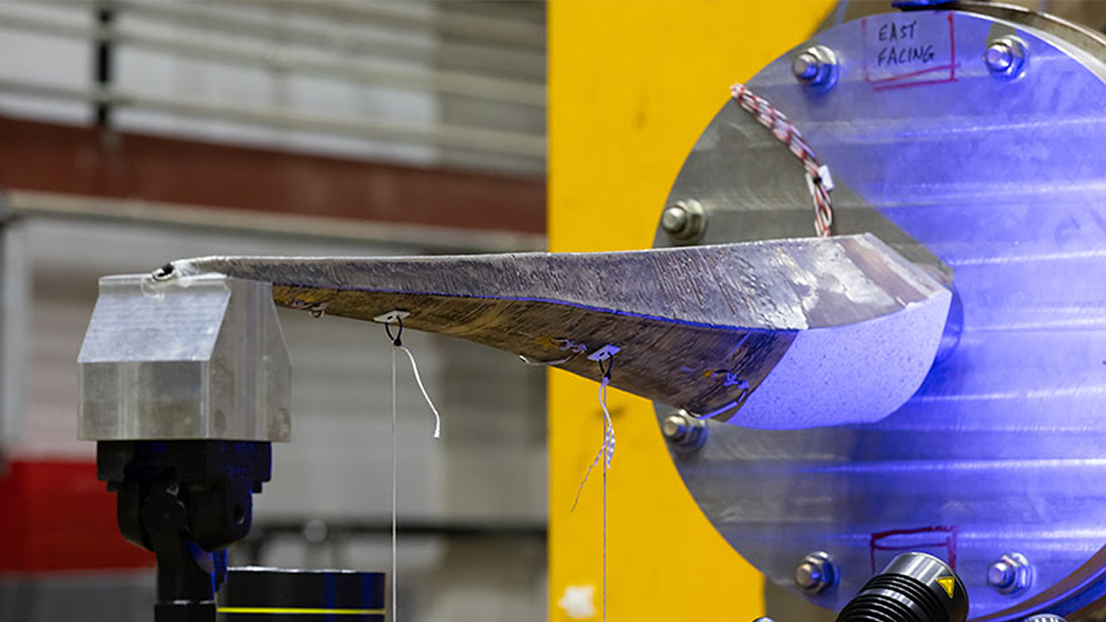
Another application is the integration of primary structures into the outer skin of the aircraft. Structural elements such as stringers can be printed directly onto the wing structure. Any geometries and curvatures can also be depicted. The integrated stringers can also be used as feed-throughs for media or as supply lines. Inlet connectors and outlet connectors can also be printed to represent a realistic application.
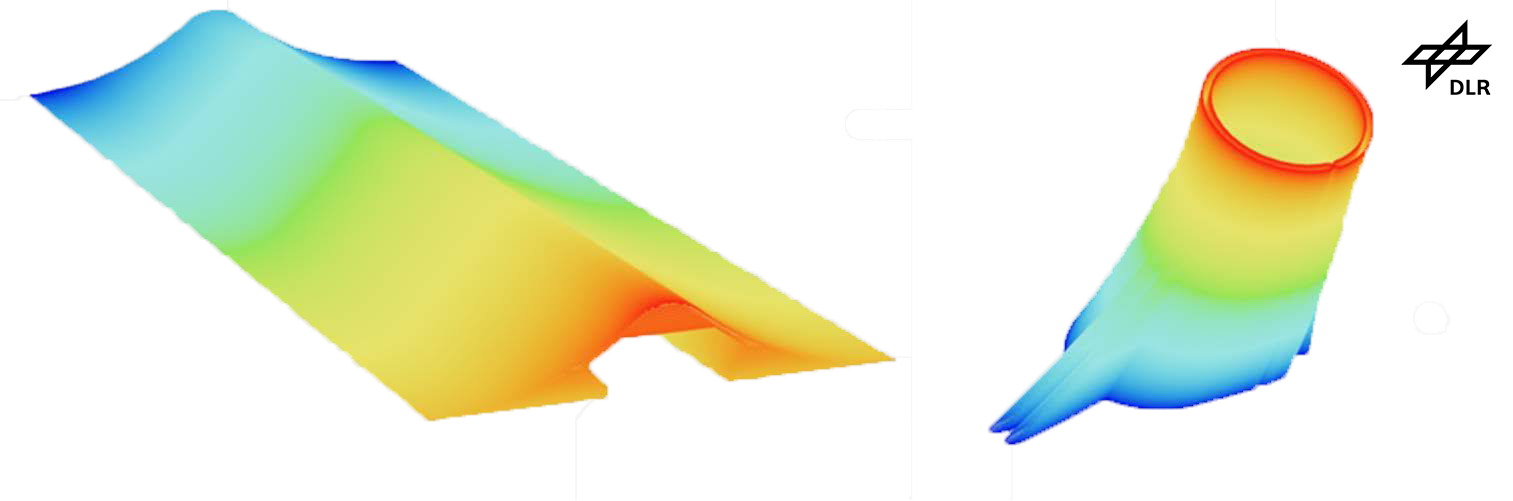
Slicing plays a major role in this, Aibuild software has helped to maximise design freedom and implementation. Without the software, it would have been very difficult and time-consuming to create a successful slicing file.
After the basic structure of the stringer has been pre-printed on an outer skin, carbon fibre tape is applied as a stiffening element using AFP. This tape makes the structure many times stiffer. The tape is also applied using a robot with additional axes. Once the tape has been applied, it is printed in-situ on the existing component. To do this, the geometry must first be scanned and joined to the component to be printed. This is the only way to guarantee layer adhesion of the first layer. The ability to scan the mold surface, import it into Aibuild software, and align it for the curved panel to be printed directly on top conformally was key to following the geometry normals. Slicing is carried out in such a way that the double-walled geometry can be printed in a spiralised manner. A metallic flange can be inserted in the upper part of the geometry by introducing pressure points.